





Q : リードタイムを短縮すると、在庫が減り、お客様への納期回答にも余裕が持てるようになることはわかりました。それでは、リードタイムを短縮するにはどうしたらよいでしょうか?
A :リードタイムと一口にいっても、製造リードタイム、購買リードタイム、納入リードタイムなど、さまざまな種類に分けられます。ここでは、製造リードタイム短縮の手法を説明します。製造リードタイムとは、製造を着手してから、完成するまでのリードタイムです。
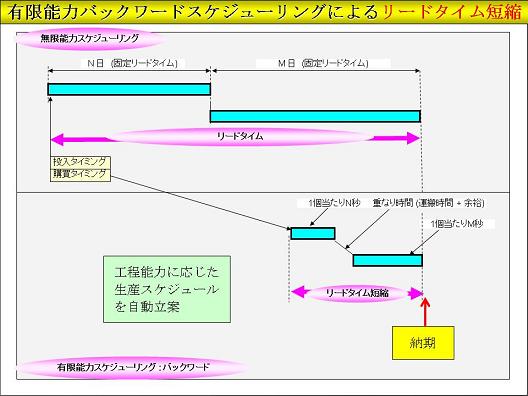
上図をご覧下さい。多くの工場では、オーダの納期から固定リードタイムを引くことにより着手日を算出しています。この図では、第一工程がM日、第二工程がN日とすると、製造リードタイムは、M+N日になり、納期から稼働日でM+N日差し引いた日を着手日として算出します。しかし、これではオーダが多い時も、少ないときも同じ着手日になり、資源(設備)の負荷をまったく考慮していません。リードタイムをM+N日から劇的に短くすることは困難です。
上図の下側は、製造時間を1個当たりN秒、1個当たりM秒のように定義することにより、正味の製造時間を実際の資源(機械や人員)に割付けます。オーダの納期から、このように実際の製造時間を最終工程から順に割付けていくことにより、最適な投入タイミングが得られます。これは、日の単位ではなく、分・秒の単位で計算します。この方法は、後工程から前工程にさかのぼって計算するので、バックワードスケジューリングと呼びます。図のケースでは、リードタイムが60%程度短縮しているのが分かります。このような作業の割付では、他のオーダの作業とのぶつかりあいが発生します。そのぶつかり合いを解消するスケジューリング方法を有限能力スケジューリングと呼びます。有限能力スケジューリングを行うことにより、資源の負荷を考慮した最適な投入タイミングが得られ、リードタイムは大幅に短縮します。
関連項目 :利益増大の好循環マップ
関連項目 :かんばん方式と特注品、受注生産品、試作品
関連項目 :< 生産計画コンサルティング コラム13 >